
В
практике большое распространение
получил так называемый допусковый
контроль,
суть которого состоит в определении
путем измерения или испытания значения
контролируемого параметра объекта и
сравнение полученного результата с
заданными граничными допустимыми
значениями. Частным случаем допускового
контроля является поверка средств
измерений, в процессе которой исследуется
попадание погрешностей средства
измерений в допустимые пределы. По
расположению зоны контролируемого
состояния различают допусковый контроль
состояний:
• ниже
допускаемого значения Х
< Хдн;
• выше
допускаемого значения Х
> Хдв;
• между
верхним и нижним допускаемыми значениями
Хдн< Х
< Хдв.
Результатом
контроля является не число, а одно из
взаимоисключающих утверждений:
• «контролируемая
характеристика (параметр) находится в
пределах допускаемых значений»,
результат контроля
— «годен»;
• «контролируемая
характеристика (параметр) находится за
пределами допускаемых значений»,
результат контроля
—»не
годен » или «брак».
Для
определенности примем, что решение
«годен» должно приниматься, если
выполняется условие Хдн
Х
Xвд,
где
X, Хдн, Xдв
— истинное значение и допускаемые
верхнее и нижнее значения контролируемого
параметра. На самом же деле с допускаемыми
значениями Хд и Хд сравнивается не
истинное значение Х (поскольку оно
неизвестно), а его оценка Хо, полученная
в результате измерений. Значение Х
отличается от Х на величину погрешности
измерения: Хо
= Хо+ А.
Решение «годен» при проведении
контроля принимается в случае выполнения
неравенства ХднХоХдв.
Отсюда следует, что при допусковом
контроле возможны четыре исхода.
-
Принято
решение «годен», когда значение
контролируемого параметра находится
в допускаемых пределах, т.е. имели место
события ХднХХдв
, ХднХоХдв.
Если известны плотности вероятностей
законов распределения f(X)
контролируемого параметра Х и погрешности
его измерения f(А),
то при взаимной независимости тих
законов и заданных допустимых верхнем
и нижнем значениях параметра вероятность
события «годен» .

2.
Принято решение «брак», когда
значение контролируемого параметра
находится вне пределов допускаемых
значений, т.е. имели место события Х
< Хдн или
Х >
Хдв и Хо< Хдн или Хо> Хдв. При оговоренных
допущениях вероятность события «негоден»
или «брак»

-
Принято
решение «брак», когда истинное
значение контролируемого параметра
лежит в пределах допускаемых значений,
т.е. Хо<Хдн или Хо>Хдв и Хдн
Х Хдв
и забракован исправный объект. В этом
случае принято говорить, что имеет
место ошибка
I рода. Ее
вероятность

4.
Принято решение «годен», когда
истинное значение контролируемого
параметра лежит вне пределов допускаемых
значений, т.е. имели место события Х
< Хдн или
Х>Хдв и ХднХо<Хдв
и неисправный объект признан годным. В
этом случае говорят, что произошла
ошибка
II рода,
вероятность которой

Очевидно,
что ошибки I
и
II родов
имеют разное значение для изготовителей
и потребителей (заказчиков) контролируемой
продукции
[26]. Ошибки
I рода ведут
к прямым потерям изготовителя, так как
ошибочное признание негодным в
действительности годного изделия
приводит к дополнительным затратам на
исследование, доработку и регулировку
изделия. Ошибки
II рода
непосредственно сказываются на
потребителе, который получает
некачественное изделие. При нормальной
организации отношений между потребителем
и производителем брак, обнаруженный
первым из них, приводит к рекламациям
и ущербу для изготовителя.
Рассмотренные
вероятности Рг, Рнг, Р1, и Р2 при массовом
контроле партии изделий характеризуют
средние доли годных, негодных,
неправильно забракованных и неправильно
пропущенных изделий среди всей
контролируемой их совокупности. Очевидно,
что Рг+Ргн+Р1+Р2=
1.
Достоверность
результатов допускового контроля
описывается различными показателями,
среди которых наибольшее распространение
получили вероятности ошибок
I (Р1
) и
II (Р2
) родов
и риски изготовителя и заказчика
(потребителя):
![]()
![]()
![]()
Одна
из важнейших задач планирования контроля
— выбор
оптимальной точности измерения
контролируемых параметров. При завышении
допускаемых погрешностей измерения
уменьшается стоимость средств измерений,
но увеличиваются вероятности ошибок
при контроле, что в конечном итоге
приводит к потерям. При занижении
допускаемых погрешностей стоимость
средств измерений возрастает,
вероятность ошибок контроля уменьшается,
увеличивает себестоимости выпускаемой
продукции. Очевидно, что существует
некоторая оптимальная точность,
соответствующая минимуму суммы потерь
от брака и стоимости контроля.
Приведенные
формулы позволяют осуществить
целенаправленный поиск таких значений
погрешности измерения, которые бы при
заданных верхнем и нижнем значениях
контролируемого параметра обеспечили
бы допускаемые значения вероятностей
ошибок
I и
II родов
(Р1д и Р2д
) или
соответствующих рисков. Этот поиск
производится путем численного или
графического интегрирования. Следовательно,
для рационального выбора точностных
характеристик средств измерений,
используемых при проведении контроля,
каждом конкретном случае должны быть
заданы допускаемые значения Р1д и Р2д.
3.7.
Метод импульсной рефлектометрии для
контроля протяженных объектов.
Метод
импульсной рефлектометрии, называемый
также методом
отраженных импульсов
или локационным
методом, базируется на распространении
импульсных сигналов в двух- и многопроводных
системах.
Сущность
метода импульсной рефлектометрии
заключается в следующих операциях:
-
Зондировании
трубопроводной системы импульсами
напряжения. -
Приеме импульсов,
отраженных от места повреждения и
неоднородностей волнового сопротивления. -
Выделении отражений
от места повреждений на фоне помех
(случайных и отражений от неоднородностей
трубопроводов). -
Определении
расстояния до повреждения по временной
задержке отраженного импульса
относительно зондирующего.
Упрощенная
структурная схема измерений с помощью
импульсного рефлектометра приведена
на рисунке 3.
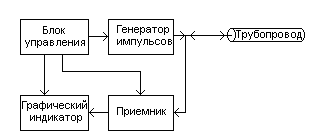
Рис.3. Упрощенная
структурная схема измерений.
С
генератора импульсов зондирующие
импульсы подаются в трубопровод.
Отраженные импульсы поступают с
трубопровода в приемник, в котором
производятся необходимые преобразования
над ними. С выхода приемника преобразованные
сигналы поступают на графический
индикатор. Все блоки импульсного
рефлектометра функционируют по сигналам
блока управления. На графическом
индикаторе рефлектометра воспроизводится
рефлектограмма трубопровода — реакция
трубопровода на зондирующий импульс.
Образование
рефлектограммы трубопровода легко
проследить по диаграмме, приведенной
на рисунке 4. Здесь осью ординат является
ось расстояния, а осью абсцисс — ось
времени.
В левой
части рисунка показан трубопровод из
двух секций с согласующим устройством
и коротким замыканием, а в нижней части
— рефлектограмма этого трубопровода.
Анализируя рефлектограмму трубопровода,
оператор получает информацию о наличии
или отсутствии в ней повреждений и
неоднородностей.

Рис.4. Пример
рефлектограммы с двумя неоднородностями
в трубопроводе.
Например, по
приведенной рефлектограмме можно
сделать несколько выводов:
-
На рефлектограмме,
кроме зондирующего импульса, есть
только два отражения: отражение от
согласующего устройства и отражение
от короткого замыкания. Это свидетельствует
о хорошей однородности трубопровода
от начала до согласующего устройства
и от согласующего устройства до короткого
замыкания. -
Выходное
сопротивление рефлектометра согласовано
с волновым сопротивлением трубопровода,
так как переотраженные сигналы, которые
при отсутствии согласования располагаются
на двойном расстоянии, отсутствуют. -
Повреждение имеет
вид короткого замыкания, так как
отраженный от него сигнал изменил
полярность. -
Короткое замыкание
полное, так как после отражения от него
других отражений нет. -
Линия имеет большое
затухание, так как амплитуда отражения
от короткого замыкания много меньше,
чем амплитуда зондирующего сигнала.
Если
выходное сопротивление рефлектометра
не согласовано с волновым сопротивлением
трубопровода, то в моменты времени 2*
tм,
4* tм
и т.д. будут наблюдаться переотраженные
сигналы от согласующего устройства,
убывающие по амплитуде, а в моменты
времени 2*
tх,
4*tх
и т.д. — переотражения от места короткого
замыкания.
Основную
сложность и трудоемкость при методе
отраженных импульсов представляет
выделение отражения от места повреждения
на фоне помех.
Важное
значение для метода импульсной
рефлектометрии имеет отношение между
напряжением и током введенной в систему
электромагнитной волны, которое одинаково
в любой точке трубопровода. Это
соотношение:
Z
= U/I
имеет размерность
сопротивления и называется волновым
сопротивлением трубопровода.
При использовании метода импульсной
рефлектометрии в трубопроводную систему
контроля посылают зондирующий импульс
и измеряют интервал tх — время двойного
пробега этого импульса до места
повреждения (неоднородности волнового
сопротивления). Расстояние до места
повреждения рассчитывают по выражению:
Lx
= tx*V/2
,
где
V
— скорость распространения импульса в
трубопровода.
Отношение
амплитуды отраженного импульса Uо к
амплитуде зондирующего импульса Uз
обозначают коэффициентом отражения p:
p
= Uo/Uз = (Z1
— Z)
/ (Z1
+ Z),
где:
Z
— волновое сопротивление трубопровода
до места повреждения (неоднородности),
Z1
— волновое сопротивление трубопровода
в месте повреждения (неоднородности).
Отраженный
сигнал появляется в тех местах
трубопровода, где волновое сопротивление
отклоняется от своего среднего значения:
согласующие устройства, изгибах
трубопроводов, в месте обрыва, короткого
замыкания и т.д.
Если
выходное сопротивление импульсного
рефлектометра отличается от волнового
сопротивления измеряемого трубопровода,
то в месте подключения рефлектометра
к трубопровода возникают переотражения.
Переотражения
— это отражения от входного сопротивления
рефлектометра отраженных сигналов,
которые пришли к месту подключения
рефлектометра из трубопровода.
В
зависимости от соотношения входного
сопротивления рефлектометра и волнового
сопротивления трубопровода изменяется
полярность и амплитуда переотражений,
которая может оказаться соизмеримой с
амплитудой отражений. Поэтому перед
измерением рефлектометром обязательно
нужно выполнить операцию согласования
выходного сопротивления рефлектометра
с волновым сопротивлением трубопровода.
Примеры
рефлектограммы трубопровода с
переотражением без согласования
выходного сопротивления с трубопроводом
и с согласованием приведены на рис. 5 и
6:

Рис.5. Рефлектограмма
трубопровода в отсутствие согласования.
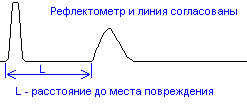
Рис.6. Рефлектограмма
трубопровода при согласовании.
При
распространении вдоль трубопровода
импульсный сигнал затухает. Затухание
трубопровода определяется ее геометрической
конструкцией и выбором материалов для
проводников и изоляции и является
частотно-зависимым. Следствием
частотной зависимости является изменение
зондирующих импульсов при их распространении
по трубопроводу: изменяется не только
амплитуда, но и форма импульса —
длительности фронта и среза импульса
увеличиваются («расплывание”
импульса). Чем длиннее трубопроводная
система, тем больше “расплывание” и
меньше амплитуда импульса. Это затрудняет
точное определение расстояния до
повреждения.
Примеры
рефлектограмм трубопроводов без
затухания и с затуханием показаны на
рисунке 7.


Рис.7. Влияние
затухания трубопровода на вид
рефлектограммы в отсутствие согласования.
Для
более точного измерения необходимо
правильно, в соответствии с длиной и
частотной характеристикой затухания
трубопровода, выбирать параметры
зондирующего импульса в рефлектометре.
Критерием правильного выбора является
минимальное «расплывание» и
максимальная амплитуда отраженного
сигнала.
Если при подключенном
трубопроводе на рефлектограмме
наблюдается только зондирующий импульс,
а отраженные сигналы отсутствуют, то
это свидетельствует о точном согласовании
выходного сопротивления рефлектометра
с волновым сопротивлением трубопровода,
отсутствии повреждений и наличии на
конце трубопровода нагрузки равной
волновому сопротивлению трубопровода
(Рис.8).

Рис.8. Рефлектограмма
при идеальном согласовании.
Вид
отраженного сигнала зависит от характера
повреждения или неоднородности. Например,
при обрыве отраженный импульс имеет ту
же полярность, что и зондирующий, а при
коротком замыкании отраженный импульс
меняет полярность (Рис.9).

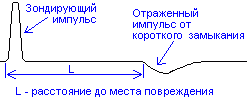
Рис.9. Рефлектограммы
при обрыве и коротком замыкании.
В
идеальном случае, когда отражение от
повреждения полное и затухание
отсутствует, амплитуда отраженного
сигнала равна амплитуде зондирующего
импульса.
Рассмотрим два
случая эквивалентных схем повреждений,
которые наиболее часто встречаются на
практике: шунтирующая
утечка
и продольное
сопротивление.
Пусть
место повреждения трубопровода
представляет собой
шунтирующую утечку
Rш:
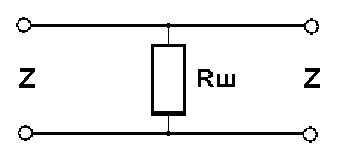
С изменением
сопротивления утечки от нуля (соответствует
короткому замыканию) до бесконечности
(соответствует исправности трубопровода),
при положительном зондирующем импульсе
отраженный импульс имеет отрицательную
полярность и изменяется по амплитуде
от максимального значения до нулевого,
в соответствии с выражением:
p=
(Z1
— Z)
/ (Z1
+ Z)
= — Z
/ (Z+2*Rш),
где:
Rш
— сопротивление шунтирующей утечки,
Z1
— волновое сопротивление трубопровода
в месте повреждения, определяется
выражением:
Z1
= (Z*R
ш) / (Z
+ Rш)
Так,
например, при коротком замыкании (Rш=0)
получаем:
p
= -1
В
этом случае сигнал отражается полностью
с изменением полярности.
При отсутствии
шунтирующей нагрузки (Rш=![]()
)
имеем:
p
= 0
Сигнал
не отражается вообще.
При
изменении Rш
от 0 до
амплитуда отраженного сигнала уменьшается
от максимального значения до нулевого,
сохраняя отрицательную полярность (см.
рисунок).
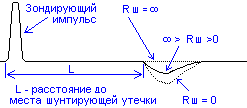
Рис.10. Рефлектограмма
при наличии шунта.
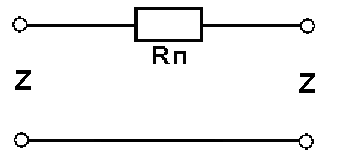
Если
эквивалентная схема места повреждения
трубопровода имеет вид включения
продольного сопротивления (например,
нарушение спайки), то с изменением
величины продольного сопротивления
отраженный импульс изменяется по
амплитуде, оставаясь той же полярности
что и зондирующий импульс.
Выражение для коэффициента отражения
при наличии включения продольного
сопротивления
будет иметь вид:
p
= (Z1
— Z)
/ (Z1
+ Z)
= 1 / (1+2*Z/Rп),
где:
Rп
— продольное сопротивление,
Z1
— волновое сопротивление трубопровода
в месте включения продольного повреждения,
определяемое выражением:
Z1
= Rп + Z
В
случае обрыва жилы (Rп=
)
получаем
коэффициент отражения:
р = 1.
Это
означает, что сигнал отражается полностью
без изменения полярности.
При нулевом
значении продольного сопротивления
(Rп=0)
имеем:
р = 0
С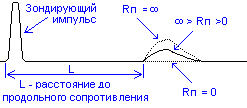
игнал
не отражается вообще.
При
изменении Rп
от
до
0 отраженный сигнал уменьшается по
амплитуде от максимального значения
до нулевого, без изменения полярности.
Рис.11. Рефлектограмма
— влияние продольного сопротивления.
Разрешающая
способность —
это минимальное расстояние между двумя
неоднородностями волнового сопротивления
при котором отраженные от них сигналы
еще наблюдаются как отдельные сигналы.
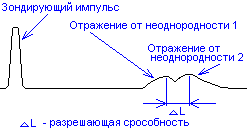
Рис.12. Рефлектограмма
— отражение от двух близких неоднородностей.
На рисунке 11
отраженные от двух неоднородностей
импульсы еще наблюдаются раздельно.
Зондирующие импульсы
распространяются в кабельных линиях
по определенным волновым каналам.
Импульсный
сигнал распространяется в трубопроводе
с определенной скоростью, которая
зависит от типа диэлектрика и определяется
выражением:
![]()
где
с
— скорость света,
g
— коэффициент укорочения электромагнитной
волны в трубопровода,
ε
— диэлектрическая проницаемость материала
изоляции трубопровода.
Коэффициент
укорочения
показывает, во сколько раз скорость
распространения импульса в трубопроводе
меньше скорости распространения в
воздухе.
В любом рефлектометре
перед измерением расстояния нужно
установить коэффициент укорочения.
Точность измерения расстояния до места
повреждения зависит от правильной
установки коэффициента укорочения.
По соотношению величин
отражения от повреждения и напряжения
помех все отражения можно разделить на
простые
и сложные.
Простое
повреждение — это такое повреждение
кабельной трубопровода, при котором
амплитуда отражения от места повреждения
больше амплитуды помех.
Сложное
повреждение — это такое повреждение,
для которого амплитуда отражения от
места повреждения меньше или равна
амплитуде помех.
По
источникам возникновения помехи бывают
асинхронные
(аддитивные)
и синхронные.
Асинхронные
помехи
не связаны с зондирующим сигналом и
неоднородностями кабельной трубопровода
и вызваны наводками от соседних кабельных
трубопроводов, от оборудования, транспорта
и различной аппаратуры.
Пример рефлектограммы трубопровода с
асинхронными помехами показан на рисунке
13.
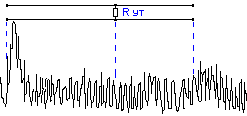
Рис.13. Рефлектограмма
трубопровода с асинхронными помехами.
На рефлектограмме
асинхронные помехи полностью закрывают
отражение от повреждения. Это отражение
невозможно рассмотреть на фоне помех.
Эффективными
методами отстройки от асинхронных помех
являются аналоговая
фильтрация
и цифровое
накопление сигнала.
Сущность цифрового
накопления
заключается в том, что одну и туже
рефлектограмму считывают несколько
раз и вычисляют среднее значение. В
связи с тем, что асинхронные помехи
носят случайный характер, после цифрового
накопления их уровень значительно
снижается.
Пример
предыдущей рефлектограммы трубопровода,
«очищенной» в результате цифрового
накопления рефлектометром, приведен
на рисунке.
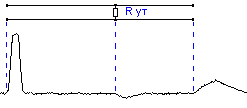
Рис.14. Рефлектограмма
с асинхронными помехами после цифровой
очистки.
На
этой рефлектограмме можно легко выделить
сигнал, отраженный от места утечки.
Синхронные
помехи связаны с зондирующим сигналом
и являются отражениями зондирующего
сигнала от неоднородностей волнового
сопротивления трубопровода (отражения
от согласующих устройств, неоднородностей
трубопроводов технологического характера
и др.).
В принципе трубопроводы
не предназначены для передачи коротких
импульсных сигналов, используемых при
методе импульсной рефлектометрии.
Поэтому этим системам контроля
трубопроводов присуще большое количество
синхронных помех. Пример рефлектограммы
трубопровода с синхронными помехами
показан на рисунке.
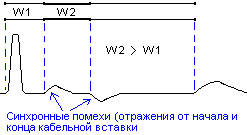
Рис.11. Рефлектограмма
трубопровода с синхронными помехами.
Синхронные
помехи можно существенно уменьшить
посредством сравнения
или
дифференциального
анализа.
При сравнении
накладывают
рефлектограммы двух трубопроводов
(неповрежденного и поврежденного),
проложенных по одной трассе.
Наложение
двух рефлектограмм позволяет быстро
обнаружить начальную точку их различия,
по которой и определяют расстояние L до
повреждения.
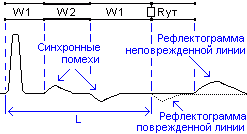
При
дифференциальном
анализе рефлектограммы поврежденного
и неповрежденного трубопроводов
вычитают, как показано на рисунке ниже
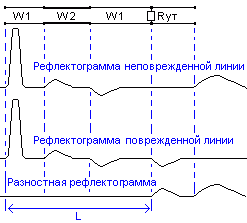
Из
рисунка видно, что при вычитании все
синхронные помехи компенсируются. По
разностной рефлектограмме легко
обнаружить отражение от места повреждения
и определить расстояние L
до него.
При
измерении качества трубопровода методом
импульсной рефлектометрии асинхронные
и синхронные помехи присутствуют на
рефлектограмме одновременно.
Асинхронные
помехи (кроме помех импульсного
характера), как правило, имеют одинаковые
величины, независимо от того, с какого
конца кабельной трубопровода ведется
измерение рефлектометром.
Синхронные
помехи при измерении с разных концов
кабеля имеют различную величину, в
зависимости от многих факторов: длины
кабельной трубопровода, затухания
импульсных сигналов, удаленности места
повреждения и мест неоднородностей
волнового сопротивления трубопровода,
точности согласования выходного
сопротивления импульсного рефлектометра
с волновым сопротивлением трубопровода
и других факторов. Поэтому отраженный
сигнал от одной и той же неоднородности
может иметь различные величины при
измерении с разных концов трубопровода.
Если
хотя бы предположительно известно, к
какому концу кабельной трубопровода
ближе может быть расположено место
повреждения, то для измерений нужно
выбирать именно этот конец кабельной
трубопровода. В других случаях желательно
проводить измерения последовательно
с двух концов трубопровода.
Следует учитывать, что даже такие
повреждения как «короткое замыкание»
и «обрыв», дающие максимальные
отражения зондирующего сигнала, не
всегда можно легко обнаружить на фоне
помех. Например, при большом затухании
и больших неоднородностях волнового
сопротивления трубопровода амплитуда
отражения от удаленного повреждений
типа “короткое замыкание” или “обрыв”
зачастую бывает меньше, чем отражения
от близко расположенных неоднородностей
волнового сопротивления. Поэтому такие
повреждения являются сложным для
обнаружения.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Поясним это примером. Диаметр вала равен 60 мм с допуском 0,013 мм. При измерении диаметра мы получили число 60,012 мм. Погрешность нашего измерительного устройства составляет 0,002 мм. Следовательно, мы признаем вал годным, хотя на самом деле он мог иметь диаметр 60,014 мм, т.е, должен считаться браком, В этом случае мы совершили погрешность второго рода. Наоборот, если при той же точности измерений оказалось, что диаметр вала 60,014 мм, то мы его забракуем, хотя в действительности его размеры могут находиться внутри допуска (скажем, составлять 60.012 мм). В атом случае сделана погрешность первого рода, Очевидно, что,когда размеры изделия находятся вблизи границ допуска, всегда есть вероятность сделать погрешность первого или второго рода, Казалось бы, что наиболее страшна погрешность второго рода -пропуск брака. Это действительно так, когда мы имеем депо с очень дорогими и ответственными изделиями. В таком случае иногда лучше забраковать 100 хороших изделий, чем пропустить одно бракованное. Однако для менее ответственных изделий чересчур жесткий контроль, необходимый для полного отсутствия погрешностей второго рода, нецелесообразен. Действительно, чем вернее хотим мы застраховать себя от погрешностей второго рода, тем больше (при неизменной точности измерений) делаем погрешностей первого рода. Разумеется, невыгодно и нецелесообразно переводить в брак сотню хороших шариковых ручек, чтобы не пропустить в партии одной плохой. Такой излишне строгий контроль будет неоправданно увеличивать стоимость изделий. Выбор экономически целесообразной системы измерений и браковки во всех случаях очень важен. [c.25]
Приведенные формулы позволяют осуществить целенаправленный поиск таких значений погрешности измерения, которые при заданных верхнем и нижнем значениях контролируемого параметра обеспечили бы допускаемые значения вероятностей ошибок первого и второго рода (Р, и Р ) или соответствующих рисков. Этот поиск производится путем численного или графического интегрирования. Следовательно, для рационального выбора точностных характеристик СИ, используемых при проведении контроля, в каждом конкретном случае должны быть заданы допускаемые значения P и Р . [c.187]
Важным при поверке является выбор оптимального соотношения между допускаемыми погрешностями эталонного и поверяемого СИ. Обычно это соотношение принимается равным 1 3 (исходя из критерия ничтожно малой погрешности), когда при поверке вводят поправки на показания образцовых СИ. Если поправки не вводят, то эталонные СИ выбираются из соотношения 1 5. Соотношение допускаемых погрешностей поверяемых и эталонных СИ устанавливается с учетом принятого метода поверки, характера погрешностей, допускаемых значений ошибок первого и второго рода и иногда может значительно отличаться от указанных ранее цифр. [c.245]
В условиях критических ЧР первого рода снижение величины с течением времени не наблюдается и разрушаются в случае пропитанной жидкостью изоляции лишь молекулы жидких углеводородов. Обычно определяют значения напряженности поля Е р J и р JJ в изоляции, соответствующие критическим ЧР первого и второго рода. Напряженность поля критических ЧР падает с возрастанием толщины образца и его площади. Погрешность определения Е р и других параметров ЧР обычно не должна превосходить величину порядка 10%. [c.548]
Если вычисленное по опытным данным значение V окажется меньше Vп, то гипотеза принимается. В противном случае гипотеза отклоняется, результат наблюдения рассматривается как содержащий грубую погрешность и отбрасывается. Естественно при этом возможны ошибки первого и второго рода, так как гипотеза проверяется при некотором уровне значимости =э 1 — а. [c.87]
Первое направление связано с недостоверностью заключений, вырабатываемых в системе контроля работоспособности изделия. Недостоверность заключений появляется из-за ошибок контроля первого и второго рода, связанных, в основном, с неполнотой контроля, погрешностями измерений и нестабильностью параметров. Из-за этих ошибок возникает два вида неправильных заключений— изделие не допустить к работе и отправить в ремонт , в то время, когда в действительности изделие фактически исправное (ошибка первого рода) и изделие допустить к работе , в то время, когда в действительности оно неисправное (ошибка второго рода). [c.26]
Диагностический контроль состояния, использующий количественные (параметрические) нли качественные (функциональные) методы поиска и локализации отказов аппаратуры изделий, всегда базируется на операциях контроля [7]. Поэтому не случайно для оценки достоверности диагностического контроля используются известные вероятности ошибок первого и второго рода, функционально связанные с погрешностями измерений параметров изделий. [c.70]
Обычно при выполнении предусмотренного методикой поверки указанного соотношения погрешностей возникает брак поверки. Это происходит потому, что при сравнении результата измерений контролируемого при поверке параметра с допускаемыми значениями возникают ошибки поверки первого и второго рода. Условные априорные, безусловно априорные, апостериорные и производные от этих ошибок вероятности определяются аналогично вероятностям ошибок контроля первого и второго рода. Аналогично осуществляется обобщение характеристик по параметрам в целом по контролируемому при поверке объекту. Вероятности ошибок поверки зависят от погрешностей измерений, допускаемых отклонений и характеристик рассеяния контролируемого при поверке параметра. В частности, характеристики ап и можно определять по графикам рис. 14. На основе Сп, Рп с учетом априорной вероятности годности средства измерений могут быть определены безусловные (Ргд, Рдг) и апостериорные д,.) вероятности ошибок поверки, соответствующие аналогичным характеристикам контроля параметров изделия. [c.115]
Мановакуумметры обеих систем имеют только инструментальные погрешности. Методические погрешности отсутствуют. Из инструментальных погрешностей наибольшее значение могут имете температурные. Поэтому в приборах применена температурная компенсация первого и второго рода при помощи биметаллических пласти . [c.318]
В ряде случаев по условиям эксплуатации допустим незначительный переход некоторого количества изделий за границы предписанного допуска, что приводит к наличию ошибок как первого, так и второго рода. Во всех этих случаях пассивного контроля выбор точности измерительных средств производится на основе оценки того и другого видов ошибок, а также величины выхода размеров принятых изделий за сортировочную границу. При активном контроле погрешность измерения оказывает непосредственное влияние на размеры создаваемых деталей, что приводит к рассеиванию размеров относительно границ допуска и к появлению доли брака в изготовленной продукции. [c.569]
При выполнении требований работы [41] предельная погрешность, которая может остаться незамеченной для вероятности ошибки первого рода 0,2 и второго — 0,05, не превышает контролируемой величины. Можно полагать, что для контроля продукции в одной лаборатории это требование к точности определения содержаний, находящихся на нижней границе диапазона измерений, достаточно обосновано. В ходе межлабораторного эксперимента по стандартизации методики анализа или аттестации СО с участием ряда лабораторий при том же значении можно достаточно надежно установить меньшую концентрацию или ту же, но с меньшей погрешностью. [c.42]
Результаты такого анализа, справедливые для нормальных законов распределения контролируемого параметра и погрешности измерений и окрестностей точки АХ/ах= 3 и Ое /ох=0,3, показывают, что погрешность измерения Ов составляет 38% Ск, 17% 9гд, 90% Рк и 92% длг, а рассеяние контролируемого параметра изделия Ох —62% ок, 83% дгл, 10% Рк и 8% Иными словами, вероятностные характеристики параметров контролируемого изделия существенно влияют на ошибки контроля первого рода, а погрешности измерений этих параметров — на ошибки второго рода. Это означает, что увеличение нестабильности и разброса характеристик изделия будет вызывать рост числа ложных забракований изделия при контроле, а увеличение погрешности измерений [c.97]
Для нормальных законов распределения контролируемого параметра и погрешности измерений в окрестностях точки АХ/ах= = 3 и Ое /ох=0,15, т. е. прн ак=7-10 , рк=0,15, рх=0,9973 ( =0,0027), частные производные равны ( ,д)а=255, а дга) = =0,21 (длг)а =4-10- , а (апостериорную вероятность ложного заключения о дефектности изделия (qra) влияет только ошибка первого рода, а на апостериорную вероятность ложного заключения о годности изделия — практически только ошибка второго рода. [c.98]
В настоящее время возможна разработка машинных (на базе микро-ЭВМ) методов определения оптимальных значений характеристик допускаемых погрешностей измерений и средств измерений, учитывающих упомянутые выше факторы. В частности, перспективен метод оптимизации указанных характеристик по критерию Неймана-Пирсона (при заданной вероятности ошибки контроля или поверки первого рода минимизируется ошибка второго ро да). Заслуживает внимания также предложение использовать в качестве основы единого критерия определения допускаемой погрешности измерений условную апостериорную вероятность ошибки контроля (поверки) второго рода дг, так как эта характеристика является компромиссной — она удовлетворяет интересы потребителя и поставщика объектов контроля [38]. [c.177]
Очевидно, что чем большие погрешности относительного положения поверхностей Д л И вносит в процессе обработки технологическая система, тем большие отклонения в значения нормальных радиусов кривизны , 2.и требуется ввести и наоборот. В идеальном случае, когда погрешности относительного положения детали и инструмента отсутствуют, следует назначать такие параметры инструмента, при которых достигается один из локально-экстремальных видов касания поверхностей Д я И в первую очередь -локально-поверхностное (второго рода) их касание) и тем самым достигается минимальное значение радиуса = 0 индикатрисы конформности (Д// ). В реальном процессе обработки, когда пренебрегать [c.264]
Определите относительную погрешность измерения напряжения переменного тока электромагнитным вольтметром при положениях переключателя рода работы на постоянном и переменном токах, если прибор показывает в первом случае 128 В, во втором 120 В при напряжении 127 В. [c.44]
Метрология зародилась в глубокой древности и по словообразованию означает учение о мерах. В первом русском труде по метрологии (Ф. И. Петрушевский. Общая метрология, ч. I и II, 1849) приводятся именно ее описательные функции Метрология есть описание всякого рода мер по их наименованиям, подразделениям и взаимному отношению . В дальнейшем, в зависимости от усложнения задач, стоящих перед метрологами, происходят изменения в определении понятия метрология . Так, М.Ф. Маликов [ 4] приводит уже более широкое, но двоякое определение понятия Метрология есть учение об единицах и эталонах и Метрология есть учение об измерениях, приводимых к эталонам . Второе определение свидетельствует о том, что сделан переход от описательных задач непосредственно к измерениям и привязка их к эталонам. С введением в действие ГОСТ 16263-70 было закреплено определение, приведенное в 1.1. В этом определении сделан еще больший шаг в сторону практического приложения — обеспечения единства измерений в стране. Измеряемыми величинами, с которыми имеет дело метрология в настоящее время, являются физические величины, т.е. величины, входящие в уравнения опытных наук (физики, химии и др.). Метрология проникает во все науки и дисциплины, имеющие дело с измерениями, и является для них единой наукой. Основные понятия, которыми оперирует метрология, следующие физическая величина, единица физической величины, передача размера единицы физической величины, средства измерений физической величины, эталон, образцовое средство измерений, рабочее средство измерений, измерение физической величины, метод измерений, результат измерений, погрешность измерений, метрологическая служба, метрологическое обеспечение и др. [c.6]
Отсюда, следует, что для изделий первого и второго рода можно не затрачивать машинное время на моделирование соответствующих погрешностей измерения и проверку неравенств (3) — (5). В соответствии с этим в моделирующийj алгоритм, блок-схема которого представлена на рис. 1, вносятся следующие изменения. [c.137]
Критерий малости ti погрешности для размерной сортировки. Одной из распространенных задач контроля в производственных приложениях является рассортировка объектов на годные по размеру (Ги), находящиеся в допуске и бракованные (Бр). При этом вследствие конечной погрешности измерения после рассортировки в годных вероятно наличие некоторого процента /пи бракованных, а в браке —Пи годных (см. ГОСТ 8.051—73 [42]). В метрологии и математической статистике значения т-л и riv, называют ошибками первого и второго рода [61]. Оценку количества получаемой при такой рассортировке измерительной информации Iqp можно получить ПО формулс сопоставления неопределенности двух систем партии объектов до и после контроля [c.29]
Подобные методики определения необходимого соотношения погрешностей образцового средства измерений и поверяемого по нему рабочего средства измерений даны в МИ 83—76 и МИ 188— 79. В этих документах основными исходными данными для расчета искомых величин выбраны в МИ 83—76 — допускаемые значения безусловных вероятностей ошибок поверки первого и второго рода (Ргд, Рдг), в МИ 188—79 — допускаемые значения наибольшей вероятности принятия при поверке любого негодного экземпляра средства измерений в качестве годного (Р им и отноше-ния 5мд=/Ам/Аш где Дм — значение характеристики погрешности негодного средства измерений, признанного по результатам поверки годным, Дп — предел допускаемого значения характеристикн погрешности этого негодного средства измерений. [c.175]
Приведенные формулы позволяют осуществить целенаправ-д1,1Й поиск таких значений погрешности измерения, которые заданных верхнем и нижнем значениях контролируемого па-обеспечили бы допускаемые значения вероятностей оши-Р первого и второго рода (Р, и или соответствующих рис- [c.181]
Поэтому для увеличения эффективности обработки степень конформности поверхностей Д н И надо увеличивать, однако не беспредельно. Теоретически — до достижения локальнолинейного или до локальноповерхностного (первого или второго рода) вида касания поверхностей Д л И. Практически же — немного не достигая этих видов касания до квази-линейного и квази-поверхностного (первого и второго рода) касания. Последнее вызвано всегда имеющими место большими или меньшими погрешностями положения и ориентации инструмента относительно детали. [c.450]
Если вычисленное по опытным данным значение V окажется меньше Уа, то гипотеза принимается в противном случае ее следует отвергнуть как противоречащую данным наблюдений. Тогда результат Хтах или соответственно Хцип приходится рассматривать как содержащий грубую погрешность и не принимать его во вним,ание при дальнейшей обработке результатов наблюдений. При этом мы можем, конечно, совершить ошибку первого или второго рода. [c.128]
Пример 7. Контроль шероховатости поверхности трех партий деталей производится визуально путем сравнения с образцовой деталью при а — 0,17 / нб-При этом требования к шероховатости поверхности деталей заданы в первой партии по Ru6i во второй диапазоном значений нб и Rnu = 0,4 Лнб в третьей номинальным значением с отклонениями Rjv — 20%, где под понимают номинал R max. Требуется вынести суждение о том, каковы будут вероятности Pi и Рц ошибок I и II рода, если погрешности контроля и контролируемые параметры распределены по нормальному закону. [c.87]
Величина Лпоз зависит от погрешностей устройства ЧПУ, привода подач, измерительных преобразователей, геометрических погрешностей станка и т. п. Погрешность позиционирования обусловлена действием как систематических, так и случайных отклонений. В приводах подач токарных и фрезерных станков с ЧПУ с ходовым винтом и круговым датчиком обратной связи систематические отклонения обусловлены накопленной погрешностью винта, непараллельностью направляющих (систематические отклонения первого рода), внутришаговой погрешностью винта, погрешностью датчика обратной связи (систематические отклонения второго рода, повторяющиеся за каждый оборот винта). Для указанного привода систематические погрешности являются доминирующими (в 3—10 раз больше случайных). [c.577]
При расчете оболочек по любой двумерной теории допускаются неточности двух родов. Во-первых, неточно определяются неизвестные величины двумерной теории (перемещения срединной поверхности, углы поворота, усилия, моменты). Во-вторых, допускаются погрешности при переходе от двумерных неизвестных к перемещениям и напряжениям трехмерного тела оболочки. Оцецить неточности второго рода не представляет труда. Определив перемещения, углы поворота, усилия и моменты, мы, как показывают формулы 26.5, будем знать и следующие величины [c.411]
Описанные в 2, 3, 4 опыты касались лишь двух характерных точек диаграммы растяжения — сжатия предела текучести (упругости) и предела прочности (временного сопротивления). Что касается всей диаграммы растяжения при различных скоростях деформации, то построение ее встречает серьезные экспериментальные трудности, когда скорость деформации становится большой. Это — трудности двух типов. Во-первых, при повышении скорости деформации, связанном с приложением нагрузок ударного типа, колебания измерительных приборов становятся столь значительными, что вносимые этими колебаниями погрешности превышают измеряемые величины. Казалось бы, эти трудности можно преодолеть путем применения для измерения, например, деформаций проволочных датчиков сопротивления, которые представляют собой тонкие проволочки, наклеиваемые на образец и изменяюш,ие свое электрическое сопротивление при деформации вместе с деформированием образца. Эти датчики практически безынерционны. Но здесь неизбежно выступают трудности второго рода. Дело в том, что, как увидим далее, механические возмуш,ения в любой реальной среде распространяются с конечной скоростью, в виде волн. При малой скорости нагружения эти волны в течение опыта много раз пробегают туда и обратно вдоль образца, так что напряженное и деформированное состояния в целом однородны. При большой же скорости нагружения деформированное и напряженное состояния сильно неоднородны по длине образца. Это означает, во-первых, что, например, деформация, вычисляемая как отношение абсолютного удлинения к длине образца, не отражает деформированного состояния образца даже в среднем, а скорость деформации, вычисляемая как частное от деления скорости изменения расстояния между концами образца на длину его, не является даже в среднем истинной скоростью деформации, которая, как и деформация, переменна по длине образца и во времени. При этом, чем длиннее образец, тем эти неоднородности существеннее. Во-вто-рых, пробегание туда и обратно волн по образцу передает через датчик на измерительный прибор переменные показания, частота которых соизмерима или превышает собственную частоту колебательных контуров [c.255]
В приводах подач токарных и фрезерных станков с ЧПУ с ходовым винтом и круговым датчиком обратной связи систематические отклонения обусловлены накопленной погрешностью викга, непараллельностью направляющих (систематические отклонения первого рода), внутришаговой погрешностью винта, погрешностью датчика обратной связи (систематические отклонения второго рода, повторяющиеся за каясдый оборот винта). Дпя указанного привода систематические погрешности являются доминирующими (в 3 -10 раз больше случайных). [c.808]
В первом случае погрешность измерения приводит к приемке части изделий, оцениваемых как лежащие в предписанном допуске, ио по действительным отклонениям, выходящим за его границы и, с другой стороны, к ошибочной забраковке некоторого количества изделий, действительные размеры которых лежат в допуске, но близко к его границам. Неправильную приемку негодных изделий иногда называют ошибкой второго рода или обозначают буквами БГ, что расшифровывается как брак в годных ошибочную забра-ковку годных изделий называют ошибкой первого рода или же обозначают ГБ, т. е. годные в браке . [c.569]
В седьмой главе для измерительных задач первого типа приводятся алгоритмы точечных и интервальных оценок постоянной измеряемой величины и дисперсии, уточняется интерпретация реализации интервальной оценки и ее зависимость от неисключенной систематической погрешности. Измерительные задачи второго типа рассматриваются применительно к альтернативным в качественном отношении классам эквивалентности. Приводятся алгоритмы оценки качества изделий, характеризующиеся как одной, так и совокупностью постоянных величин. Анализируется оперативная характеристика решающей функции, которая определяет вероятности ошибок 1-го и 2-го рода. [c.6]
Проверки анормальности результатов наблюдений основываются на двух предположениях результаты подчинены нормальному закону распределения отсутствуют систематические погрешности. Так как эти предположения выполняются не строго, реальный уровень засорения выборки анормальными результатами неизвестен, а их выявление выполняется по одной и той же выборке, то обнаружение анормального результата наблюдения является случайным событием и сопровождается ошибками классификации. Это означает в первом случае, что подозреваемый результат может быть ошибочно отброшен (это ошибка первого рода), во втором случае — ошнбоч[ю признан не анормальным (это ошибка второго рода). Появление таких ошибок приводит к искажению результатов и их точностных характеристик. [c.54]
Таким образом, измерительный контроль и диагностирование состояния изделий, характеристики которых непосредственно влияют на показатели качества изделий, теснейшим образом связаньа с измерениями параметров изделий. В этой связи как обобщение отметим следующее. Во-первых, погрешность измерения является одним из факторов влияния на достоверность контроля, диагностирования и прогнозирования изделий по параметрам. При этом погрешность измерения влияет в основном на вероятность ошибок второго рода. Это самые опасные для применения изделий ошибки. Другим влияющим фактором является разброс характеристик свойств изделий. Этот фактор влияет в основном на вероятность ошибок первого рода. Во-вторых, величина влияния погрешностей измерений на изделие, осуществляемое через характеристики достоверности контроля, существенно зависит от принятого метода [c.108]
Учет краевого условия второго и третьего рода осуществляется дополнительными слагаемыми непосредственно в билинейной форме и функционале (см. п. 1.1.4) и здесь не возникает вопроса о наложении дополнительных условий на базисные функции. Поэтому при использовании изопара-метрической аппроксимации области алгоритмическое отличие от главного краевого условия состоит в применении квадратурных или кубатурных формул для вычисления граничных интегралов. Участки границы Г заменяются на аппроксимирующие их многообразия из Г ,. Теоретическое обоснование точности снова з тывает изменение области, погрешность численного интегрирования и опирается на теорему 3.9. В итоге оно, в принципе, мало отличается от приводимого для первой краевой задачи и дает аналогичный результат, описывающий точность получаемого приближенного решения А именно, при изопараметрической аппроксимации области выбор на Гй квадратурных формул подходящей степени приводит к такому же порядку точности приближенного решения м , как и при точном интегрировании по Г. [c.115]
Классификация (см. рис. 4.23) обладает потенциальной полнотой ее можно развить и углубить. Она может быть использована для качественной оценки степени эффективности процессов формообразования поверхностей деталей. Переход от собственно точечного вида касания поверхностей Д м. И к локальнолинейному и далее к линейному, локально-поверхностному первого рода, локально-поверхностному второго рода и к собственно поверхностному изменяет характер формообразования поверхности Д детали во времени (здесь и далее речь идет о локально-экстремальных видах касания поверхностей Д л И если рассматривается идеальный процесс формообразования поверхности Д если рассматривается формообразование с учетом погрешностей относительного положения и движения инструмента относительно детали, то вид локально-экстремального касания следует заменить на соответствующий ему вид квази-касания поверхностей Д м. И ). [c.265]
Нетрудно убедиться, что в аналогичных функциональных зависимостях от г, /о, Su, 8и значения относительных погрешностей при использовании первого упрощения монотонно убываш, а при использовании второго — монотонно возрастают. Назовем эти зависимости несогласованными. Как фунщии беэ-размерных (приведенных) координат и параметра б значения относительных погрешностей при использовании обоих упрощений монотонно изменяются в одинаковых направлвния . Такого рода функциональные зависимости назовем согласованными. [c.520]
Ошибки первого рода (англ. type I errors, α errors, false positives) и ошибки второго рода (англ. type II errors, β errors, false negatives) в математической статистике — это ключевые понятия задач проверки статистических гипотез. Тем не менее, данные понятия часто используются и в других областях, когда речь идёт о принятии «бинарного» решения (да/нет) на основе некоего критерия (теста, проверки, измерения), который с некоторой вероятностью может давать ложный результат.
Определения
Пусть дана выборка  из неизвестного совместного распределения , и поставлена бинарная задача проверки статистических гипотез:
из неизвестного совместного распределения , и поставлена бинарная задача проверки статистических гипотез:
где — нулевая гипотеза, а — альтернативная гипотеза. Предположим, что задан статистический критерий
,
сопоставляющий каждой реализации выборки одну из имеющихся гипотез. Тогда возможны следующие четыре ситуации:
-
Распределение
выборки соответствует гипотезе , и она точно определена статистическим критерием, то есть . -
Распределение
выборки соответствует гипотезе , но она неверно отвергнута статистическим критерием, то есть . -
Распределение
выборки соответствует гипотезе , и она точно определена статистическим критерием, то есть . -
Распределение
выборки соответствует гипотезе , но она неверно отвергнута статистическим критерием, то есть .
Во втором и четвертом случае говорят, что произошла статистическая ошибка, и её называют ошибкой первого и второго рода соответственно. 1)2)
| Верная гипотеза | |||
|---|---|---|---|
|
|
|
||
|
Результат
применения критерия |
|
верно принята |
неверно принята
(Ошибка второго рода) |
|
|
неверно отвергнута
(Ошибка первого рода) |
верно отвергнута |
О смысле ошибок первого и второго рода
Из определения выше видно, что ошибки первого и второго рода являются взаимно-симметричными, то есть если поменять местами гипотезы и , то ошибки первого рода превратятся в ошибки второго рода и наоборот. Тем не менее, в большинстве практических ситуаций путаницы не происходит, поскольку принято считать, что нулевая гипотеза соответствует состоянию «по умолчанию» (естественному, наиболее ожидаемому положению вещей) — например, что обследуемый человек здоров, или что проходящий через рамку металлодетектора пассажир не имеет запрещённых металлических предметов. Соответственно, альтернативная гипотеза обозначает противоположную ситуацию, которая обычно трактуется как менее вероятная, неординарная, требующая какой-либо реакции.
С учётом этого ошибку первого рода часто называют ложной тревогой, ложным срабатыванием или ложноположительным срабатыванием — например, анализ крови показал наличие заболевания, хотя на самом деле человек здоров, или металлодетектор выдал сигнал тревоги, сработав на металлическую пряжку ремня. Слово «положительный» в данном случае не имеет отношения к желательности или нежелательности самого события.
Термин широко используется в медицине. Например, тесты, предназначенные для диагностики заболеваний, иногда дают положительный результат (т.е. показывают наличие заболевания у пациента), когда на самом деле пациент этим заболеванием не страдает. Такой результат называется ложноположительным.
В других областях обычно используют словосочетания со схожим смыслом, например, «ложное срабатывание», «ложная тревога» и т.п. В информационных технологиях часто используют английский термин false positive без перевода.
Из-за возможности ложных срабатываний не удаётся полностью автоматизировать борьбу со многими видами угроз. Как правило, вероятность ложного срабатывания коррелирует с вероятностью пропуска события (ошибки второго рода). То есть: чем более чувствительна система, тем больше опасных событий она детектирует и, следовательно, предотвращает. Но при повышении чувствительности неизбежно вырастает и вероятность ложных срабатываний. Поэтому чересчур чувствительно (параноидально) настроенная система защиты может выродиться в свою противоположность и привести к тому, что побочный вред от неё будет превышать пользу.
Соответственно, ошибку второго рода иногда называют пропуском события или ложноотрицательным срабатыванием — человек болен, но анализ крови этого не показал, или у пассажира имеется холодное оружие, но рамка металлодетектора его не обнаружила (например, из-за того, что чувствительность рамки отрегулирована на обнаружение только очень массивных металлических предметов).
Слово «отрицательный» в данном случае не имеет отношения к желательности или нежелательности самого события.
Термин широко используется в медицине. Например, тесты, предназначенные для диагностики заболеваний, иногда дают отрицательный результат (т.е. показывают отсутствие заболевания у пациента), когда на самом деле пациент страдает этим заболеванием. Такой результат называется ложноотрицательным.
В других областях обычно используют словосочетания со схожим смыслом, например, «пропуск события», и т.п. В информационных технологиях часто используют английский термин false negative без перевода.
Степень чувствительности системы защиты должна представлять собой компромисс между вероятностью ошибок первого и второго рода. Где именно находится точка баланса, зависит от оценки рисков обоих видов ошибок.
Вероятности ошибок (уровень значимости и мощность)
Вероятность ошибки первого рода при проверке статистических гипотез называют уровнем значимости и обычно обозначают греческой буквой (отсюда название -errors).
Вероятность ошибки второго рода не имеет какого-то особого общепринятого названия, на письме обозначается греческой буквой (отсюда -errors). Однако с этой величиной тесно связана другая, имеющая большое статистическое значение — мощность критерия. Она вычисляется по формуле . Таким образом, чем выше мощность, тем меньше вероятность совершить ошибку второго рода.
Обе эти характеристики обычно вычисляются с помощью так называемой функции мощности критерия. В частности, вероятность ошибки первого рода есть функция мощности, вычисленная при нулевой гипотезе. Для критериев, основанных на выборке фиксированного объема, вероятность ошибки второго рода есть единица минус функция мощности, вычисленная в предположении, что распределение наблюдений соответствует альтернативной гипотезе. Для последовательных критериев это также верно, если критерий останавливается с вероятностью единица (при данном распределении из альтернативы).
В статистических тестах обычно приходится идти на компромисс между приемлемым уровнем ошибок первого и второго рода. Зачастую для принятия решения используется пороговое значение, которое может варьироваться с целью сделать тест более строгим или, наоборот, более мягким. Этим пороговым значением является уровень значимости, которым задаются при проверке статистических гипотез. Например, в случае металлодетектора повышение чувствительности прибора приведёт к увеличению риска ошибки первого рода (ложная тревога), а понижение чувствительности — к увеличению риска ошибки второго рода (пропуск запрещённого предмета).
Примеры использования
Радиолокация
В задаче радиолокационного обнаружения воздушных целей, прежде всего, в системе ПВО ошибки первого и второго рода, с формулировкой «ложная тревога» и «пропуск цели» являются одним из основных элементов как теории, так и практики построения радиолокационных станций. Вероятно, это первый пример последовательного применения статистических методов в целой технической области.
Компьютеры
Понятия ошибок первого и второго рода широко используются в области компьютеров и программного обеспечения.
Компьютерная безопасность
Наличие уязвимостей в вычислительных системах приводит к тому, что приходится, с одной стороны, решать задачу сохранения целостности компьютерных данных, а с другой стороны — обеспечивать нормальный доступ легальных пользователей к этим данным (см. компьютерная безопасность). Moulton (1983, с.125) отмечает, что в данном контексте возможны следующие нежелательные ситуации:
-
когда авторизованные пользователи классифицируются как нарушители (ошибки первого рода)
-
когда нарушители классифицируются как авторизованные пользователи (ошибки второго рода)
Фильтрация спама
Ошибка первого рода происходит, когда механизм блокировки/фильтрации спама ошибочно классифицирует легитимное email-сообщение как спам и препятствует его нормальной доставке. В то время как большинство «антиспам»-алгоритмов способны блокировать/фильтровать большой процент нежелательных email-сообщений, гораздо более важной задачей является минимизировать число «ложных тревог» (ошибочных блокировок нужных сообщений).
Ошибка второго рода происходит, когда антиспам-система ошибочно пропускает нежелательное сообщение, классифицируя его как «не спам». Низкий уровень таких ошибок является индикатором эффективности антиспам-алгоритма.
Пока не удалось создать антиспамовую систему без корреляции между вероятностью ошибок первого и второго рода. Вероятность пропустить спам у современных систем колеблется в пределах от 1% до 30%. Вероятность ошибочно отвергнуть валидное сообщение — от 0,001 % до 3 %. Выбор системы и её настроек зависит от условий конкретного получателя: для одних получателей риск потерять 1% хорошей почты оценивается как незначительный, для других же потеря даже 0,1% является недопустимой.
Вредоносное программное обеспечение
Понятие ошибки первого рода также используется, когда антивирусное программное обеспечение ошибочно классифицирует безвредный файл как вирус. Неверное обнаружение может быть вызвано особенностями эвристики, либо неправильной сигнатурой вируса в базе данных. Подобные проблемы могут происходить также и с антитроянскими и антишпионскими программами.
Поиск в компьютерных базах данных
При поиске в базе данных к ошибкам первого рода можно отнести документы, которые выдаются поиском, несмотря на их иррелевантность (несоответствие) поисковому запросу. Ошибочные срабатывания характерны для полнотекстового поиска, когда поисковый алгоритм анализирует полные тексты всех хранимых в базе данных документов и пытается найти соответствия одному или нескольким терминам, заданным пользователем в запросе.
Большинство ложных срабатываний обусловлены сложностью естественных языков, многозначностью слов: например, «home» может обозначать как «место проживания человека», так и «корневую страницу веб-сайта». Число подобных ошибок может быть снижено за счёт использования специального словаря. Однако это решение относительно дорогое, поскольку подобный словарь и разметка документов (индексирование) должны создаваться экспертом.
Оптическое распознавание текстов (OCR)
Разнообразные детектирующие алгоритмы нередко выдают ошибки первого рода. Программное обеспечение оптического распознавания текстов может распознать букву «a» в ситуации, когда на самом деле изображены несколько точек.
Досмотр пассажиров и багажа
Ошибки первого рода регулярно встречаются каждый день в компьютерных системах предварительного досмотра пассажиров в аэропортах. Установленные в них детекторы предназначены для предотвращения проноса оружия на борт самолёта; тем не менее, уровень чувствительности в них зачастую настраивается настолько высоко, что много раз за день они срабатывают на незначительные предметы, такие как ключи, пряжки ремней, монеты, мобильные телефоны, гвозди в подошвах обуви и т.п. (см. обнаружение взрывчатых веществ, металлодетекторы).
Таким образом, соотношение числа ложных тревог (идентифицикация благопристойного пассажира как правонарушителя) к числу правильных срабатываний (обнаружение действительно запрещённых предметов) очень велико.
Биометрия
Ошибки первого и второго рода являются большой проблемой в системах биометрического сканирования, использующих распознавание радужной оболочки или сетчатки глаза, черт лица и т.д. Такие сканирующие системы могут ошибочно отождествить кого-то с другим, «известным» системе человеком, информация о котором хранится в базе данных (к примеру, это может быть лицо, имеющее право входа в систему, или подозреваемый преступник и т.п.). Противоположной ошибкой будет неспособность системы распознать легитимного зарегистрированного пользователя, или опознать подозреваемого в преступлении.3)
Массовая медицинская диагностика (скрининг)
В медицинской практике есть существенное различие между скринингом и тестированием:
-
Скрининг включает в себя относительно дешёвые тесты, которые проводятся для большой группы людей при отсутствии каких-либо клинических признаков болезни (например, мазок Папаниколау).
-
Тестирование подразумевает гораздо более дорогие, зачастую инвазивные, процедуры, которые проводятся только для тех, у кого проявляются клинические признаки заболевания, и которые, в основном, применяются для подтверждения предполагаемого диагноза.
К примеру, в большинстве штатов в США обязательно прохождение новорожденными процедуры скрининга на оксифенилкетонурию и гипотиреоз, помимо других врождённых аномалий. Несмотря на высокий уровень ошибок первого рода, эти процедуры скрининга считаются целесообразными, поскольку они существенно увеличивают вероятность обнаружения этих расстройств на самой ранней стадии.4))
Простые анализы крови, используемые для скрининга потенциальных доноров на ВИЧ и гепатит, имеют существенный уровень ошибок первого рода; однако в арсенале врачей есть гораздо более точные (и, соответственно, дорогие) тесты для проверки, действительно ли человек инфицирован каким-либо из этих вирусов.
Возможно, наиболее широкие дискуссии вызывают ошибки первого рода в процедурах скрининга на рак груди (маммография). В США уровень ошибок первого рода в маммограммах достигает 15%, это самый высокий показатель в мире.5) Самый низкий уровень наблюдается в Нидерландах, 1%.6)
Медицинское тестирование
Ошибки второго рода являются существенной проблемой в медицинском тестировании. Они дают пациенту и врачу ложное убеждение, что заболевание отсутствует, в то время как в действительности оно есть. Это зачастую приводит к неуместному или неадекватному лечению. Типичным примером является доверие результатам кардиотестирования при выявлении коронарного атеросклероза, хотя известно, что кардиотестирование выявляет только те затруднения кровотока в коронарной артерии, которые вызваны стенозом.
Ошибки второго рода вызывают серьёзные и трудные для понимания проблемы, особенно когда искомое условие является широкораспространённым. Если тест с 10%-ным уровнем ошибок второго рода используется для обследования группы, где вероятность «истинно-положительных» случаев составляет 70%, то многие отрицательные результаты теста окажутся ложными. (См. Теорему Байеса).
Ошибки первого рода также могут вызывать серьёзные и трудные для понимания проблемы. Это происходит, когда искомое условие является редким. Если уровень ошибок первого рода у теста составляет один случай на десять тысяч, но в тестируемой группе образцов (или людей) вероятность «истинно-положительных» случаев составляет в среднем один случай на миллион, то большинство положительных результатов этого теста будут ложными.7)
Исследования сверхъестественных явлений
Термин ошибка первого рода был взят на вооружение исследователями в области паранормальных явлений и привидений для описания фотографии или записи или какого-либо другого свидетельства, которое ошибочно трактуется как имеющее паранормальное происхождение — в данном контексте ошибка первого рода — это какое-либо несостоятельное «медиасвидетельство» (изображение, видеозапись, аудиозапись и т.д.), которое имеет обычное объяснение. 